Introduction: Metal laser cutting machines utilize high-energy-density laser beams for non-contact, high-precision cutting of metal materials. Compared to traditional cutting methods, laser cutting is faster, more precise, and has a smaller heat-affected zone, earning it the reputation as the "fastest knife" and the "most accurate ruler." With the advancement of laser technology, fiber laser power has increased from the early hundreds of watts to tens of thousands or even hundreds of thousands of watts today, significantly improving cutting capabilities while costs continue to decrease.
This guide will systematically introduce the model categories and parameters of mainstream fiber laser cutting machines in the market, the application of different powers and configurations across various industries and materials, equipment operation and maintenance, common problem-solving, comparisons with traditional cutting methods, as well as the market performance of mainstream domestic and international brands and industry trend analysis, helping readers understand and master all aspects of metal laser cutting from scratch.
1. Comparison of Mainstream Fiber Laser Cutting Machine Models and Technical Parameters
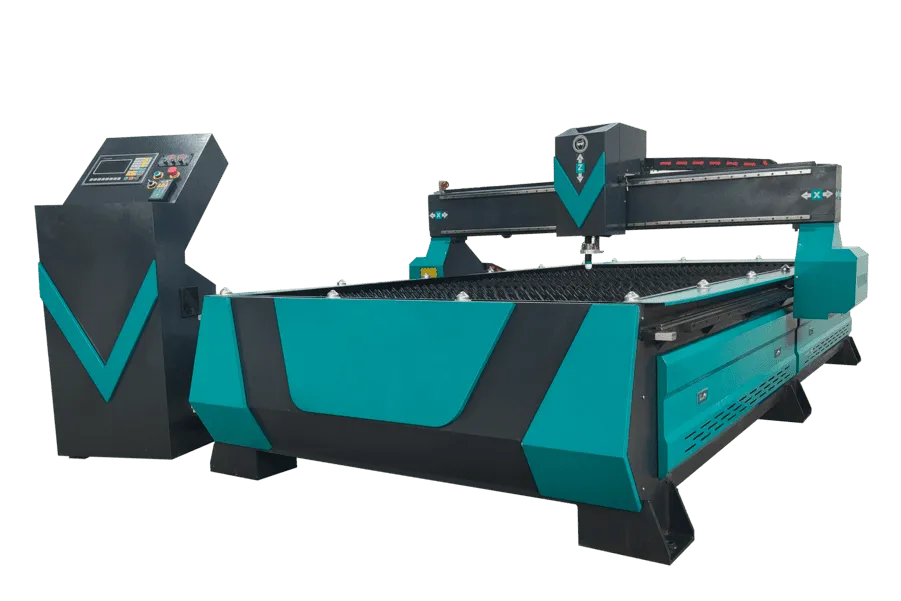
Figure Caption: A typical open-type fiber laser cutting machine with a single worktable structure, suitable for general laser cutting of metal sheets. This model is typically equipped with a medium-power laser and can process medium-thin sheets. Its structure is relatively simple, facilitating operation and maintenance.
Currently, fiber laser cutting machines in the market are mainly categorized by structural form into Desktop (Open Type) Single Pallet Models, Pallet Exchange Models, Fully Enclosed Models, and High-Power Thick Plate Models. Different types of machines have distinct characteristics in power configuration, worktable size, and application scenarios:
- Desktop Open Type Models: These machines typically feature a single worktable open structure without a fully enclosed cover, facilitating loading/unloading and observation. The processing area is open to the outside (requires safety protection measures). Typical working areas include 1300×900mm, 2513, 3015, etc. They can be equipped with medium to low-power fiber lasers ranging from a few hundred watts to around 3kW, suitable for cutting medium-thin metal sheets. Due to their simple structure and lower overall cost, they are commonly used in small to medium batch processing, sign making, and other fields. For example, a single-platform 1500W-3000W fiber laser machine can cut galvanized thin plates (<6mm) and medium-thin stainless steel plates, with positioning accuracy typically reaching ±0.03mm and rapid traverse speeds of 80~100 m/min.
The advantages of open-type machines are compact price and easy maintenance, but laser radiation and smoke/fume leakage require enhanced protection. - Pallet Exchange Models: These machines are equipped with a "double worktable" rapid exchange platform, also known as a shuttle pallet structure. The machine contains two cutting pallets that can be switched back and forth. While one pallet is cutting inside the machine, the other can be loaded/unloaded outside. After cutting is complete, the pallets automatically exchange, typically within 10~15 seconds, significantly improving production cycle time.
Pallet exchange models usually have an enclosed machine cover. Common sizes include 3015, 4020, etc., configurable with fiber lasers ranging from 1kW to 20kW (medium to high power). Their characteristic is suitability for continuous batch production, minimizing downtime for loading/unloading, resulting in high efficiency. Such machines generally feature good structural rigidity, equipped with high-precision linear guides and rack-and-pinion drives, achieving cutting positioning accuracy and repeatability around ±0.03mm.
For example, a certain model pallet exchange fiber laser machine (power optional 1000W-8000W) has a maximum positioning speed of 120m/min and acceleration of 1.06 G. Due to their high degree of automation, pallet exchange models are very suitable for the high-volume production needs of sheet metal processing factories. - Fully Enclosed Models: Also known as fully protected fiber laser cutting machines, they add a fully enclosed safety protection cover based on the pallet exchange or single-platform design. The machine is equipped with laser protective glass covers, fume filtration and exhaust systems, etc.
The fully enclosed design ensures operator isolation from the laser processing area, minimizing harm from laser radiation to the human body, and complies with EU CE safety standards and environmental requirements.
Typical fully enclosed models are mostly medium to high power, with working areas of 1500×2500mm and above, and often come standard with exchange pallets to balance safety and efficiency. For example, a certain fully enclosed pallet exchange model has a power range covering 1~6kW and can cut plates below 25mm.
The advantages of enclosed models are high safety and good dust/fume control, suitable for large factories with high requirements for the processing environment and situations requiring compliance with safety regulations (such as schools, research institutions, etc.). Their disadvantage is relatively higher cost, but as users place increasing importance on safety and environmental protection, fully enclosed laser cutting machines are gradually becoming the mainstream configuration. - High-Power Thick Plate Models: These are ultra-high-power large laser cutting machines designed for thick plate blanking requirements. Such models are typically equipped with fiber lasers of 10kW and above, even 30~40kW levels. The machine bed itself is reinforced and thickened, adopting a higher rigidity gantry structure to support thick plates and high-speed motion. The worktable area is often large, such as 4020, 6025, or even larger, to accommodate full-size thick plates at once. High-power models have extremely strong cutting capabilities; for example, a machine equipped with a 12000W laser can cut carbon steel plates up to 50mm thick and stainless steel up to 45mm (^{10}); a 15000W laser can cut carbon steel 60mm and stainless steel 50mm (^{11}). For thicker mild steel plates (>60mm), ultra-high-power fiber laser machines of 100kW, 120kW have appeared on the market, enabling laser cutting of plates over 100mm thick (^{3}). Such models are often equipped with professional thick plate cutting processes (such as step piercing, spatter control, etc.) and powerful dust removal and slag discharge systems. High-power thick plate laser cutting machines increase structural mass but significantly improve the efficiency and quality of thick plate processing, gradually disrupting traditional thick plate processing models (^{12}). For example, a 25kW fiber laser has been used to cut 70mm stainless steel with good cut quality (^{13}). In summary, ultra-high-power models fill the gap of laser cutting in the thick plate field, further expanding the replacement scope of laser over plasma and flame cutting.
Technical Parameter Comparison: Positioning accuracy, speed, and other indicators vary with design across different machine types, but high-end fiber laser cutting machines generally have superior overall performance. For example, high-quality fiber laser machines can achieve positioning accuracy of ±0.03 mm and repeat positioning accuracy of ±0.02 mm (^{4}); maximum rapid traverse speed is typically 80~120 m/min, often using dual-drive servo systems, with high-acceleration models reaching 1.5~2.0 G acceleration, offering excellent dynamic performance (^{6}). Cutting speed depends on material thickness and laser power: for thin plates (<3mm), fiber laser cutting can easily achieve cutting speeds exceeding 10 m/min (^{14}); for thick plates, cutting speed decreases significantly with increasing thickness due to melting speed limitations. For example, cutting 18mm carbon steel with a 4kW laser is about 0.6 m/min, much lower than thin plate cutting speed (^{15}). The laser kerf is narrow, generally around 0.1~0.5mm, smaller than plasma or flame cutting (^{16}). In summary, various types of fiber laser cutting machines, through different structural designs and power configurations, cover the full spectrum of application requirements from precision thin plate processing to heavy thick plate blanking.
2. Application of Different Power Levels and Configurations in Various Industries and Materials
Fiber laser cutting machines can be roughly divided into three tiers based on laser power: low power (<1kW), medium power (1~6kW), and high power (>6kW) (^{17}). The power level directly affects the thickness range of materials that can be cut and processing efficiency. Different industries choose machines with appropriate power based on their material and thickness requirements (^{18}) (^{19}). Below are applications of laser cutting equipment with different power levels in typical industries and materials:
- Low Power (~1kW) and Small Format Models: Low-power fiber laser cutting machines primarily target thin plate processing and are widely used in industries like advertising signage and craft products (^{20}). For example, the advertising industry extensively cuts stainless steel characters and sign plates, typically 1~3mm thick. Lasers of 500W~1500W are sufficient, producing smooth, burr-free cuts with high efficiency and no need for subsequent polishing. Small-power machines are also used in electronics, electrical appliances, and instrument manufacturing for cutting thin metal parts and control panels. As fiber lasers perform well on high-reflectivity materials, low-power lasers can cut thin plates of brass, red copper, etc., which is difficult with traditional mechanical methods. Taking a 1kW laser as an example, it can cut carbon steel thicknesses of approximately 0.8~10mm and stainless steel 0.8~5mm (^{21}). Therefore, for sheet metal chassis, rivets, kitchen appliance housings, lighting thin plate parts, etc., a 1kW laser cutting machine meets the requirements, with low equipment cost and minimal operating/maintenance expenses (^{22}). It’s worth mentioning that some jewelry processing has also begun to use low-power precision laser cutting machines to cut metal-clad plates (thickness <1mm), offering flexibility advantages over traditional molds.
- Medium Power (2~6kW) Models: This is currently the power segment with the largest market share and the widest application across industries (^{23}). Medium-power lasers (e.g., 2kW, 3kW, 4kW, 6kW) balance efficiency for medium-thin plates with capability for medium-thick plates, making them the first choice for many general metal processing enterprises. For instance, sheet metal processing factories commonly use ~4kW laser cutting machines to efficiently cut plates below 6mm and occasionally handle medium-thick plate orders of 10~16mm (^{24}). The home appliance and kitchenware industry (range hoods, stainless steel tanks/cabinets, etc.) heavily uses 2~3kW lasers to cut stainless steel thin plates (1~3mm) and galvanized steel, with fast speed and smooth cuts; elevator manufacturing also requires them, as elevator decorative plates are mostly ≤2mm patterned stainless steel, where 3kW laser cutting offers high precision and avoids plate deformation. The automotive parts field often uses 4~6kW laser cutting machines for blanking body structural parts and chassis components made of steel plates (typical thickness 2~8mm). For example, a 3kW fiber laser can cut carbon steel thicknesses of 1~22mm and stainless steel 1~10mm (^{25}); a 6kW laser can cut carbon steel up to 30mm thick and stainless steel 20mm (^{26}). Therefore, medium-power models cover most medium-thickness plate processing needs in engineering machinery sheet metal, agricultural machinery sheet metal, textile machinery parts, etc. In the photovoltaic and new energy industries, medium-power laser cutting also finds application: for example, solar mounting brackets (channel steel, connecting plates, typically 6~12mm thick) can be efficiently blanked with a 6kW laser, achieving better precision than plasma. Medium-thick plate parts like wind turbine nacelle covers and ladder platforms can also be cut by medium-power lasers. In these industries, laser cutting, with its flexibility and efficiency, is gradually replacing some plasma and punching processes, becoming the mainstream sheet processing method (^{27}).
- High Power (8~15kW) Models: Demand for high-power fiber laser cutting machines has surged in recent years. Ten-thousand-watt lasers show strong advantages in thick plate processing and productivity improvement (^{28}). Lasers above 8kW can cut metal plates over 20mm thick with high quality while maintaining relatively high cutting speeds at medium-thick thicknesses. For example, an 8kW laser can cut carbon steel up to 40mm and stainless steel up to 30mm (^{27}); a 10kW laser can cut stainless steel up to around 40mm (^{28}). These capabilities enable high-power lasers to find applications in heavy equipment manufacturing, such as thick steel plate components for rail transit vehicles and high-strength steel plate blanking in shipbuilding, which previously relied on plasma/flame cutting. Efficiency and precision have significantly improved after equipping with ten-thousand-watt lasers. The building steel structure industry is also beginning to adopt high-power lasers for cutting profiled steel and thick plate node components to achieve more precise cuts and reduce welding workload. Furthermore, in petrochemical pipeline manufacturing, hole cutting in large thick-walled pipe plates can also be done by laser. Taking a 12kW fiber laser as an example, in actual production, it can cleanly cut stainless steel plates over 20mm thick, with mirror-like smooth surfaces, significantly reducing subsequent polishing (^{29}). High-power lasers support high-speed cutting: lasers above 6kW cutting 6mm stainless steel can exceed 6 m/min, faster than plasma with better quality (^{30}). Therefore, for large manufacturing enterprises pursuing capacity and efficiency, high-power laser cutting machines are becoming indispensable tools.
- Ultra-High Power (>20kW) and Specialized Applications: As laser power continues to climb, laser cutting is beginning to replace traditional flame cutting in some ultra-thick plate processing fields. For example, thick plates for wind turbine tower flanges (generally over 50mm), which previously required slow flame cutting followed by machining for precision. Domestically, 30kW and even higher-power fiber laser cutting machines have emerged, capable of cutting 50~70mm thick steel plates in one pass (^{13}). Although flame cutting still has its place for 100mm-level ultra-thick plates, lasers are constantly expanding the upper thickness limit (laboratory 100kW lasers have cut 100mm mild steel plates (^{3})). Ultra-high-power lasers are also applied in cutting high-strength alloy plates in aerospace and replacing some wire EDM processes in mold manufacturing. These applications place high demands on laser quality and beam control, but once breakthroughs are made, they will greatly improve processing efficiency in these fields. It is foreseeable that with the maturity of ultra-high-power fiber lasers, 40kW and higher-power cutting equipment will be deployed in heavy industries, enabling large-scale replacement of thick plate processing by laser cutting in more industries (^{12}).
Different Material Cutting Characteristics: Fiber laser cutting can be applied to various metal materials, but different materials react differently to lasers, requiring adjustment of process parameters:
- Carbon Steel: Easy to cut material with good laser absorption. Medium-thin carbon steel often uses oxygen-assisted cutting, utilizing oxygen combustion to improve efficiency, but the cut edge has oxidized slag; high-power cutting of thick carbon steel often switches to high-pressure air or nitrogen to achieve oxidation-free bright surface cutting (^{29}). The cutting thickness range for carbon steel is extremely wide, from thin sheets to plates over 50mm thick, with mature processes (^{10}).
- Stainless Steel: Using nitrogen as the assist gas yields a bright, slag-free cut surface. Laser cutting stainless steel does not damage the material’s corrosion resistance, making it suitable for kitchenware, medical devices, etc., with high surface quality requirements. When cutting medium-thick stainless steel (>8mm), overburning is prone to occur (especially at sharp corners), which needs to be avoided by reducing speed/power and adding cooling points (^{31}). High-power lasers can cut up to 40~50mm stainless steel, but thick plate cut surfaces will have some blunt edges requiring polishing.
- Aluminum and Aluminum Alloys: Due to aluminum’s high reflectivity and thermal conductivity, CO₂ laser cutting was difficult in the past. Fiber lasers perform better on aluminum but still require precautions to prevent reflected light from damaging the laser. High peak power for rapid piercing and increased oxygen pressure are typically used to improve efficiency. Aluminum alloy cut surfaces are bright and slag-free, but thicker cuts (>10mm) may cause molten sagging at the lower edge. Currently, fiber lasers can stably cut aluminum plates about 20~30mm thick (^{32}).
- Copper, Brass, and other High-Reflectivity Metals: These materials strongly reflect 1μm wavelength laser light, easily damaging early lasers. However, modern fiber lasers are equipped with isolators for protection. Coupled with high beam quality and energy density, they can successfully cut copper plates (often using high-pressure air or nitrogen to prevent oxidation). Thin copper plates (<2mm) cut cleanly; medium-thick plates require higher power and reduced cutting speed. Typically, brass can be cut up to about 10mm, while pure copper, due to high reflectivity, generally doesn’t exceed 8mm thickness. Fiber laser cutting of copper is widely used in manufacturing electrical cabinet busbars, bronze character signs, etc.
In summary, laser cutting machines of different power levels and configurations cover almost all sectors of metal processing. From low-power precision thin plate cutting (e.g., electronics, electrical appliances, jewelry), to medium-power general sheet metal processing (chassis, cabinets, auto parts, home appliances, kitchenware, etc. (^{23})), and to high-power thick plate heavy industry manufacturing (rail transit, shipbuilding, wind power, steel structures, etc. (^{22})), laser cutting, with its characteristics of flexibility, efficiency, and excellent quality, is accelerating its adoption across various fields, becoming an indispensable tool in modern manufacturing.
3. Equipment Operation Process, Maintenance, and Automated Loading/Unloading
Operation Process: The basic operation of a metal laser cutting machine generally includes the following steps:
- Prepare cutting drawings and programs: Use CAD software to draw or import the graphics of parts to be cut. Then, use CAM nesting software for layout nesting to generate CNC cutting programs. Determine cutting parameters (e.g., material thickness, laser power, cutting speed, assist gas type and pressure, etc.) and save the process file.
- Equipment startup and initialization: Turn on the laser chiller and voltage stabilizer. Power on the laser, electrical control system, cutting head, etc., in sequence. After the machine is powered on, execute the reference point return (homing) and check that all axes and cutting head sensors are normal. Load the cutting program on the operation interface.
- Workpiece clamping and focusing: Place the metal sheet to be cut onto the cutting worktable (manual or automatic loading). If positioning pins or clamping devices are used, ensure the sheet is reliably positioned. Select the appropriate cutting nozzle diameter based on sheet thickness and material, and install it on the cutting head. Use the cutting head’s automatic focus function to locate the focal point position on the workpiece surface (older machines require manual focal length adjustment). Ensure the laser focal point is on or slightly below the sheet surface for optimal cutting effect.
- Cutting parameter setting: Call up the process parameters corresponding to the material thickness in the CNC system or manually input cutting speed, laser power, assist gas pressure, etc. Different materials require different parameter combinations; for example, low-pressure oxygen cutting for thick carbon steel, high-pressure nitrogen for bright cutting stainless steel, etc. Check if the gas path is clear and if gas purity and pressure meet standards (the gas source needs to be dried and filtered to avoid water/oil impurities (^{33})).
- Test cutting and adjustment: Before formal cutting, perform test piercing and short-distance test cutting, usually at the corner of the sheet, to observe the piercing process and cut surface quality. If severe explosive piercing slag spatter is observed during piercing, adjust piercing power/time or raise the focal position (^{34}); if the cut surface has burrs, fine-tune the focal position or cutting speed, etc. (^{35}). Only after confirming reasonable parameter settings should large-area cutting begin.
- Start cutting process: Initiate the program for automatic cutting. During cutting, the operator should monitor the cutting sparks and cut surface condition through the observation window or monitoring system. Ensure cutting is stable and continuous without interruption. If incomplete cutting or intermittent cutting is detected, press the emergency stop or pause button immediately and check laser output and gas conditions (^{36}). Modern laser machines are equipped with a height sensing system (capacitive or laser distance measurement) that automatically maintains a constant distance between the cutting head and the sheet, preventing collisions or focal length changes due to uneven sheets.
- Unloading and finished product handling: After cutting is complete, remove the cut parts and skeleton scrap from the worktable. Small-scale processing can use manual unloading; large-scale production often uses pneumatic scrap pushers or automatic loading/unloading devices. Cut parts may require simple deburring or cleaning as needed before moving to the next process. Operators clean slag and micro-droplets from the worktable, allowing scrap to be recovered or reused.
- Shutdown: After batch cutting is finished, first turn off the laser output, wait a few seconds to blow away lens slag, then turn off the laser, high-pressure gas, chiller, and other equipment in sequence. Finally, turn off the main power. At the end of each workday, operators should perform necessary cleaning and maintenance on the machine (detailed below).
Maintenance Key Points: Long-term stable operation of a laser cutting machine relies on standardized daily maintenance. It mainly includes the following aspects:
- Optical Path and Lens Maintenance: The fiber laser itself has a sealed optical path and is generally maintenance-free. However, the focusing lens and protective lens inside the cutting head require regular inspection and cleaning. Lens surfaces are prone to accumulating smoke, dust, and spattered slag. If not cleaned promptly, this can cause laser energy attenuation or even burn the lens (^{37}). It is generally required to gently wipe the protective lens with anhydrous alcohol and lens tissue before starting up each day (^{37}). Replace the lens immediately if it has cracks or burn spots. Ensure coaxial assist gas is clean and dry to protect the lens from contamination. The fiber interface between the laser output head and the cutting head must also be clean and dust-free. Wear protective glasses and anti-static measures during installation.
- Laser and Water Cooling System: There are no consumables inside the fiber laser, but reliable water cooling is essential. Check the chiller’s cooling effect and water quality every 3 months: replace deionized circulating water, clean the water tank filter, and ensure the water path is free of rust and blockages (^{38}). Monitor whether the water temperature is maintained within the recommended range, generally 20~25°C, preventing overtemperature alarms in summer. Regularly inspect the laser power supply’s fans and air filters, clean dust, and maintain good ventilation. If the laser output power significantly decreases, contact the manufacturer for calibration or component replacement.
- Transmission Component Lubrication and Calibration: The guide rails, ball screws/racks, and other moving parts of the cutting machine need to be kept clean and lubricated. Clean dust and debris from linear guides and racks daily and apply a small amount of lubricating grease (^{39}). Check if the axis limit switches and home position sensors are working normally. Every 6 months, calibrate the machine’s geometric accuracy and repeatability using instruments (e.g., laser interferometer detection). If necessary, professional engineers should adjust guide rail parallelism and gear backlash to ensure machine accuracy is within tolerance.
- Worktable and Dust Removal: Slag falls off during laser cutting, requiring frequent cleaning of slag and scrap from the worktable surface to prevent long-term accumulation from affecting cutting support effectiveness (^{40}). After each shift, use tools to remove slag adhering to the bed slats, check slat wear, and replace them periodically. Keep the machine’s dust extraction system unobstructed: regularly clean or replace filter cartridges/bags, and promptly empty fine dust from the dust collection hopper. Good dust removal not only extends equipment life but, more importantly, protects the operating environment from metal dust pollution.
- Gas System: The assist gas (oxygen, nitrogen, air) supply system includes compressors, dryers, storage tanks, pressure reducing valves, and pipelines. Ensure air compressors are regularly drained and maintained. Replace dryer filter elements promptly (replace when the indicator changes color by more than 1/4 (^{33})) to ensure output gas is dry and oil-free. Check gas pressure compliance per shift. Prevent leakage for bottled gases. Do not use low-quality sealing tape on gas pipe joints, as fragments entering the pipe can cause blockages (^{41}). If unstable cutting airflow or insufficient pressure is detected, check for pipeline leaks or solenoid valve failure and repair promptly to avoid affecting cutting quality.
Through the above daily maintenance, the vast majority of laser equipment failures can be prevented. Good maintenance keeps the laser cutting machine in optimal working condition, improving cutting quality while extending equipment lifespan and reducing downtime losses.
Automated Loading/Unloading Systems: To improve production efficiency and reduce manual intervention, many laser cutting machines are equipped with automated loading/unloading and material storage systems (^{42}). Common forms include:
- Pallet Exchange Type Automated Loading/Unloading: As mentioned earlier, pallet exchange models inherently have a one-drag-one automatic loading function: when cutting inside the machine is complete, the pallet is withdrawn. A robot arm or lifting platform removes the cut parts and skeleton scrap while placing a new sheet on the pallet. The pallet is then pushed back into the machine to continue cutting. One cycle essentially achieves automatic replacement of sheets from loading to unloading. Operators only need to collect the finished parts periodically. Pallet exchange time is only around 10 seconds, significantly saving manual loading/unloading time (^{43}).
- Robot/Gantry Type Loading/Unloading: Some high-end configurations use industrial robots or gantry manipulators to handle sheets. The robot is equipped with a vacuum suction cup gripper to pick a sheet from a stack and place it onto the cutting worktable after alignment. After cutting is complete, it grabs the skeleton scrap or cut parts and moves them to a designated location. Gantry robots can also retrieve sheets from storage racks, enabling unattended continuous processing. Through such intelligent warehousing + loading/unloading systems, customers can significantly improve production efficiency and reduce labor costs (^{44}). Some large equipment factories have built flexible laser processing production lines including automatic loading, unloading, sorting, palletizing, and warehousing, capable of 24/7 operation.
- Tube Automatic Loading/Unloading: Laser tube cutters are often equipped with automatic loading racks and unloading collection bins. The loading rack can store multiple tubes at once. A feeding cart pushes tubes one by one into the chuck fixture of the cutting machine (^{45}). After cutting, short pieces automatically slide out via an inclined chute and collect in a bin. Advanced systems can even automatically switch between tubes of different diameters, improving the automation level of tube processing (^{46}).
Automated loading/unloading systems can be configured in combination according to needs. For example, a "one-drag-two" material storage system can serve two laser cutting machines simultaneously, enabling multi-machine sharing of raw material libraries and improving overall workshop logistics efficiency (^{47}). In summary, with the development of Industry 4.0 and smart manufacturing, laser cutting machines are gradually integrating with automated warehouses, robot sorting, etc., building unmanned processing cells. This not only enhances production efficiency but also ensures process consistency and safety, propelling laser cutting towards high flexibility and high intelligence (^{48}).
4. Common Problems and Solutions in Laser Cutting
During the use of fiber laser cutting machines, operators may encounter some common cutting quality issues. Understanding the causes of these problems and mastering corresponding solutions can help users quickly troubleshoot and improve cutting quality. Below are several frequently encountered phenomena in laser cutting and their solutions:
- Cutting Burrs: Burrs (small metal burrs) forming on the edge of the workpiece after cutting are an important indicator of cutting quality. Causes of burr formation may include: incorrect laser focus position, insufficient output power, or cutting speed too slow. Solutions include: re-adjusting the laser beam focal height to the optimal position; ensuring laser power is sufficient and stable to fully vaporize the metal; appropriately increasing cutting speed to avoid excessive melting due to slow speed. Additionally, check if assist gas purity and pressure meet standards, as insufficient airflow can also cause slag adhesion and deformation on the lower surface. Furthermore, nozzle damage or beam misalignment can affect beam concentration – ensure the nozzle orifice is intact and the beam spot is centered. Through the above adjustments, burr generation can be significantly reduced, achieving a smooth cut surface.
- Poor Piercing (Explosive Piercing): When cutting thick plates with a laser, explosive piercing often occurs during the initial piercing stage, where the metal at the piercing point melts violently, forming a large hole and spattering slag. The reason is that during initial heating of thick material, concentrated laser energy causes instantaneous expansion and poor vaporization. Solutions: Adopt step piercing or progressive piercing processes, reducing laser pulse frequency and power during piercing, lowering the duty cycle, to melt through the plate gently. Simultaneously, reduce assist gas pressure during piercing to avoid strong airflow exacerbating molten pool disturbance. Some CNC systems offer "soft piercing" parameters, allowing power to increase gradually during piercing, reducing impact. For extremely thick plates, even pre-drilling a small hole and starting the cut from there is possible. Another key point is ensuring the protective lens is clean, as piercing nozzles are prone to contamination, affecting subsequent cutting quality. Optimizing piercing parameters and processes can significantly improve piercing quality, avoiding large explosive holes and irregular piercing.
- Slag Adhesion / Dross: This refers to the defect where molten slag adheres to the lower surface or edge of the workpiece during cutting, forming "slag adhesion" or commonly called dross. Slag adhesion typically occurs when cutting thick plates, especially using oxygen, as oxidized slag has high viscosity and easily adheres to the lower edge. Solutions: First, lower the focus appropriately (negative focal length cutting) to widen the kerf, facilitating slag ejection; Second, check if the nozzle is in good condition and has a smooth inner surface – a nozzle orifice that is too small restricts airflow for slag removal. Third, ensure the beam center is aligned with the nozzle center and the cutting head perpendicularity is calibrated correctly. Otherwise, beam tilt can cause slag adhesion on one side. Additionally, increasing assist gas pressure or switching to higher-purity gas can help blow away slag. If slag adhesion occurs only on one side, adjust the distance between the cutting nozzle and the material or the fiber polarization direction to eliminate uneven airflow on one side. Through the above measures, slag adhesion/dross can be greatly reduced, achieving clean cut surfaces on both upper and lower sides.
- Unstable Cutting or Intermittent Cutting ("Arc Break"): "Arc break" refers to arc interruption in plasma cutting; in laser cutting, it manifests as discontinuous melting during the cutting process, with occasional uncut residue. Causes of unstable cutting may include: improper gas pressure setting, poor focus position, damaged or loose nozzle or lens, or rusty/unclean material surface. Solutions: First, check assist gas pressure – pressure too high or too low affects stability; ensure pressure is moderate and gas supply flow is stable. Second, adjust the focal length so the laser focuses at the correct position – focus too high reduces penetration capability. Then, inspect the nozzle and protective lens ring; damage or looseness can affect beam mode, requiring timely replacement/tightening. If explosive piercing causes cutting interruption, try adding a lead-in process (pierce in the scrap area first before cutting the contour). Rust or paint on the material surface can also cause localized incomplete cutting – clean before cutting. If the cut line is not penetrating or cutting sparks are scattering wildly, pause immediately. After adjusting the above factors, continue cutting from the breakpoint or restart from a new piercing point to avoid scrapping the workpiece. Through careful troubleshooting and adjustment, the laser cutting process can be kept continuous and stable, eliminating mid-process interruptions.
Besides the above problems, laser cutting has other common process challenges, such as deformation/burning edges on thin carbon steel sheets (can be avoided by increasing cutting speed or using smaller power nozzles), overburning at sharp corners (solved by automatic speed reduction at corners and adding cooling points), micro-joint detachment (adjust micro-joint length or use array micro-tabs). In practice, finding the corresponding cause for different problems and setting parameters accurately is key to ensuring cutting quality. Good equipment condition (clean optics, intact components) combined with optimized process parameters can usually minimize defects like burrs and slag, resulting in high-quality laser-cut products. If problems persist and cannot be solved, contact the manufacturer’s technical support promptly to avoid affecting production schedules.
5. Comparison of Laser Cutting with Traditional Cutting Methods
Metal material cutting methods are diverse, including laser cutting as well as traditional methods like plasma cutting, wire EDM (electrical discharge machining), sawing, and shearing. Each method has its characteristics. Below is a comparative analysis of fiber laser cutting with other processes in terms of precision, speed, cost, and applicability:
- Compared with Plasma Cutting: Plasma cutting melts metal using a high-temperature plasma arc, suitable for rapid blanking of medium-thick plates but with relatively low precision. Fiber laser cutting is significantly superior to plasma in cut quality and precision; the laser’s focused beam is extremely fine, resulting in a narrow kerf and small heat-affected zone. The cut surface is smooth and slag-free, achieving accuracy on the order of 0.1mm, while plasma cutting accuracy is generally above 1mm with a tapered cut edge ( \approx 55^\circ ). Noise-wise, laser cutting is almost silent, while plasma generates strong noise >100dB during cutting, requiring underwater cutting or soundproofing measures to reduce it (^{14}). In terms of cutting thickness, plasma has an advantage for thick plates: high-power plasma can cut metal over 50mm, even up to 200mm, while laser cutting thickness was traditionally considered limited to around 20mm for carbon steel and 15mm for stainless steel – thicker plates can be cut but efficiency decreases (^{15}). However, this limit is being broken by high-power lasers (e.g., 40kW lasers can cut >50mm steel plates). Regarding cutting speed, for thin plates (<3mm), laser cutting is faster and more efficient; as thickness increases, laser speed decreases, while plasma maintains a relatively high speed on medium-thick plates (^{16}). For example, when cutting 18mm carbon steel, a 4kW laser is about 0.6 m/min, while plasma can reach 1.5 m/min (^{15}). In terms of operating costs, laser cutting equipment has a higher purchase cost than plasma, but the unit cutting cost is lower for thin plates, while still higher than plasma for thick plates (^{57}). Data shows that using a 4000W laser with nitrogen to cut 18mm carbon steel costs about ¥1.94 per meter, while fine plasma costs about ¥0.73 per meter (^{57}). Simultaneously, a domestic ten-thousand-watt laser cutter costs around ¥2 million, while a CNC plasma cutter only costs hundreds of thousands (^{57}). Therefore, plasma has advantages in efficiency and cost for thick plate cutting, while laser wins in precision and quality (^{58}). Overall: laser cutting excels in high precision and high cut surface quality; plasma cutting stands out with low cost and high thick plate capability (^{59}). In practical applications, they are often used complementarily based on job requirements: use laser for high-precision small holes and complex contours; use plasma for rough thick plate blanking where efficiency is key for cost-effectiveness.
- Compared with Wire EDM (Electrical Discharge Machining): Wire EDM is a high-precision machining method using electro-erosion principles, typically used for precision contour cutting of thick metal (e.g., mold cavities, gear teeth). It uses a moving wire to erode the workpiece. Its biggest advantage is high precision, reaching ±0.005mm or finer, with very smooth and vertical cut surfaces. However, wire EDM processing speed is extremely slow, and it can only be used on conductive materials. Cutting thick parts also requires pre-drilling a wire threading hole (^{60}). In comparison, fiber laser cutting precision, while not matching wire EDM (generally within ±0.1mm), is much faster and applicable to a wider range of materials without consuming electrode wire. For example, cutting a complex shape in 20mm thick steel plate might take hours with wire EDM but only minutes with a high-power laser. Wire EDM is more suitable for low-volume, high-precision applications like mold manufacturing or final shaping of complex parts; laser is suitable for batch production and large-format blanking. The two can also be combined in some processes: laser for rough shaping, followed by wire EDM for finishing critical areas, balancing efficiency and precision. Overall, wire EDM emphasizes precision and thick plate capability but has low production efficiency (^{60}); laser cutting has advantages in speed and flexibility and can fully replace wire EDM where medium precision is acceptable. With improving laser precision, many tasks traditionally requiring wire EDM (e.g., >10mm thick plates with >0.05mm precision requirements) are now being attempted with optimized laser processes.
- Compared with Sawing (Mechanical Sawing): Sawing includes band saws, circular saws, etc., mainly used for straight-line separation of profiles, bars, and large plate stock. The advantages of sawing are simple equipment and the ability to cut multiple pieces of material at once. It has strong thick-cutting capability (can saw billets hundreds of millimeters or thicker). However, sawing can only perform straight or simple curved cuts, cannot handle complex contours, and its cutting speed is generally much slower than CNC laser. Taking 6mm stainless steel as an example, laser cuts intricate shapes at speeds measured in m/min, while a saw might only cut tens of millimeters per minute and only in straight lines. Precision-wise, sawing is limited by saw blade thickness and vibration, accuracy around ±0.5mm, with cut surfaces having machine marks; laser precision is an order of magnitude higher with smooth cuts requiring no secondary machining (^{61}). Regarding material loss, the laser kerf is only 0.1~0.3mm, while saw blades are generally over 2mm thick, resulting in lower material utilization than laser. Overall, sawing is suitable for rough separation of plate stock or blanking of bars/profiles for simple operations, pursuing low-cost bulk blanking; laser excels at high-precision cutting of complex shapes and can replace sawing jobs with shape requirements. For certain thick plate blanking tasks, large shears or saws might be faster and cheaper; in such cases, mechanical methods can be used for rough cutting, followed by laser for finishing contours, achieving the best combination of efficiency and quality.
- Compared with Shearing (Punching/Shearing): Shearing machines use upper and lower blades to apply shear force to plates, capable of only straight cuts. The advantage of shearing is high efficiency for straight blanking; blades can cut entire strips of plate, processing length per unit time far exceeding laser. It also requires no consumables and has low cost. However, shearing can only cut edges and is incapable of irregular contours (^{57}). Additionally, shearing causes mechanical deformation and stress on the plate, making it unsuitable for workpieces with high precision requirements or complex shapes. Laser cutting can cut any shape freely with high material utilization, significantly reducing blanking waste (^{57}). In terms of precision, shearing machine direct cutting tolerance can reach ±0.1~0.3mm/meter (^{58}), which is quite precise but still less adaptable than laser for complex contours. Factories often combine shearing machines with laser cutters: use the shearing machine to quickly slit rectangular or straight strip workpieces, then use the laser cutter to cut detailed contours and holes. This leverages the speed and low cost of shearing while utilizing the flexibility and precision of laser for complex parts, significantly improving production efficiency. It can be said that shearing machines excel at simple, high-volume straight-line blanking, while laser cutting has obvious advantages in complex graphics and precision machining; the two complement each other. With the development of automated nesting technology, laser cutting is superior in single-piece material consumption and scrap utilization, allowing various irregular parts to be nested and cut from a single sheet, achieving far higher material utilization than traditional methods like shearing.
Besides the above methods, industry also uses waterjet cutting (high-pressure water jet, capable of cold cutting any material without heat affect, but slow and high cost) and flame cutting (suitable for low-speed cutting of ultra-thick steel plates, large heat affect, low precision). Comparatively, fiber laser cutting, as an advanced process, demonstrates comprehensive advantages in high precision, high speed, automation, and wide applicability. In the field of cutting metal sheets below approximately 30mm thick, laser is rapidly replacing plasma and flame cutting to become mainstream; in the thin sheet field, laser has almost completely replaced traditional methods like mechanical punching and shearing. Although plasma, waterjet, etc., still have their place in specific thickness ranges and materials, with the emergence of ultra-high-power lasers and new technologies (e.g., laser + oxygen cutting for thick plates, beam shaping for anti-reflection cutting of copper/aluminum), the application boundaries of laser cutting are constantly expanding. It is foreseeable that in future manufacturing, laser cutting will occupy a larger market share with its characteristics of high efficiency, leanness, and flexibility, while traditional cutting methods will increasingly retreat to auxiliary or special application roles.
6. Performance of Mainstream Domestic and International Laser Equipment Brands in the Chinese Market and Industry Trends
China is one of the world’s largest markets for laser cutting equipment. After years of development, numerous domestic manufacturers have emerged, creating fierce competition, while also attracting well-known international brands to deepen their presence in the Chinese market. Below, we analyze from two aspects: brand landscape and industry trends.
Domestic Mainstream Brands and Market Performance: Currently, in the Chinese metal laser cutting machine market, domestic brands already hold the major share, with a number of industry leaders emerging. Representative ones include:
- Han’s Laser : The leading listed laser equipment company in China, starting in laser marking and welding, and vigorously expanding into laser cutting in recent years. Han’s laser cutting machines (under sub-brands like Han’s Super Series, Han’s Ceramic, etc.) have a high market share in the low to medium power segment and are developing towards high power. In the 2024 industry brand rankings, Han’s Laser ranks at the top (tied with TRUMPF). Benefiting from localized service and cost performance, Han’s is popular among general manufacturing customers. It has also secured a place in the domestic high-end market through technical collaborations.
- HG Tech : A brand under Huagong Tech, leveraging the laser technology advantages of Wuhan Optics Valley. HG Tech was among the first in China to launch ten-thousand-watt fiber laser cutting machines. Its product line covers sheet and tube cutting, high power, and small/medium power. Its market positioning leans towards high-end, with numerous customers in automotive manufacturing and sheet metal processing. HG Tech has high brand recognition, entering the top three in China’s 2024 laser cutter brand rankings. As an established manufacturer, HG Tech maintains continuous technological innovation, such as developing 3D five-axis laser cutting systems for automotive panel trimming, solidifying its competitiveness in the high-end market.
- Penta Laser : Established as a joint venture between Wuhan Chutian Laser and the Italian EL.En group, focusing on ultra-high-power fiber laser cutting machines. Penta Laser performs prominently in the ten-thousand-watt cutting field, repeatedly being the first to launch 15kW, 20kW level products, successfully selling both domestically and internationally. Its 60kW ultra-high-power laser cutting machines produced at its Zhejiang factory are even exported overseas (e.g., Chile). Penta has manufacturing bases in both Zhejiang and Hubei. Relying on technical support from Italy’s Prima, its brand influence has risen rapidly. Its market share in China has steadily increased in recent years, ranking among the top five domestic brands in 2024. Penta Laser’s success also represents the rise of domestic manufacturers in high-power laser technology.
- HSG Laser : Foshan’s HSG Laser is a rising star in China’s innovative equipment field, known for its high-speed and intelligent machines. HSG has improved the production capacity and cost performance of medium-power laser cutters through modularization and standardization, making them very popular in the domestic SME market. Its listed company, HSG Laser (A-share), shows significant performance growth. HSG also actively expands into overseas markets, boosting sales through local exhibitions and service networks. Facing fierce domestic competition, companies like HSG are starting to focus on high-end markets and exports, achieving certain results.
- Bodor Laser : Jinan’s Bodor Laser has developed rapidly in recent years, becoming a globally renowned laser cutting machine manufacturer. Bodor is known for its modern industrial design and good user interface, with machines sold to numerous countries in Europe and America. According to statistics, Bodor Laser has entered the top six globally in laser cutter sales. The rise of companies like Bodor indicates Chinese brands are gaining recognition in the international market. Bodor Laser also has a presence in the ultra-high-power machine segment; its launched 22000W fiber laser cutter has attracted industry attention.
- Other Brands: Such as G.WEIKE , Lead Laser , Farley Laserlab , JPT Laser , etc., also occupy various niche markets. Many companies survive through differentiated positioning: some focus on tube laser cutting (e.g., Everbright, Huae), some target the economical low-power machine market, and others provide complete laser cutting plant solutions. Overall, the domestic laser cutting equipment market for models below 3000W is fiercely competitive with intense price wars, with prices per 1000W even falling as low as ¥120,000; competition in high-power models is also intensifying, pushing prices per 1000W down to around ¥150,000. This price compression leaves some companies with thin profit margins, forcing them to seek growth by expanding product lines, entering high-end and overseas markets. For example, Lead Laser, Bodor, HSG, G.WEIKE have achieved both scale and profit growth by developing new high-power products, strengthening automation integration, and expanding overseas. It is foreseeable that domestic manufacturers will undergo a round of survival of the fittest and consolidation in the coming years. Leading companies with strong technical strength and comprehensive service will occupy a larger share, while SMEs will need to focus on niches or rely on differentiated innovation.
International Brands in the Chinese Market: International laser equipment giants attach great importance to the Chinese market. TRUMPF, Bystronic, AMADA, Mazak, etc., have all been deeply rooted in China for many years. They are known for their high-end brand image and leading technology, occupying the high-end segment of the Chinese market. Specific performance:
- TRUMPF : German TRUMPF is the world’s largest industrial laser equipment manufacturer. Its laser cutting machines are renowned for excellent performance, stability, and durability. TRUMPF entered China relatively early, establishing a production base in Taicang, Jiangsu, to serve Asia. TRUMPF’s high-power laser cutting equipment is widely used in automotive manufacturing, aerospace, and other high-end manufacturing enterprises. Customers demanding extremely high reliability often trust the TRUMPF brand more. In the 2024 brand rankings, TRUMPF ranked first. However, TRUMPF equipment is expensive, costing several times more than domestic models of the same specification, so its market share has faced some impact from domestic brands in recent years.
- Bystronic : Swiss Bystronic is also a representative of high-end brands, with rich experience especially in thick plate laser cutting and automated sheet processing systems. Bystronic has a production factory in Tianjin to reduce costs. Its integrated solutions of fiber laser + automatic storage have been implemented in some large domestic equipment factories. Bystronic is known for cutting quality; its 12kW+ equipment is favored by shipbuilding and construction machinery enterprises. In the 2024 Chinese market brand ranking, Bystronic ranks among the top. Facing the rise of domestic brands, Bystronic is also strengthening localized service and pricing strategies to maintain competitiveness.
- AMADA , Mazak : These two companies also hold a certain share in China’s laser cutting market. AMADA is famous for punch/shear equipment; in recent years, its fiber laser cutters have also entered the Chinese market, mainly serving Japanese-background customers and high-end equipment. Mazak’s laser machines combine Japanese precision manufacturing processes for good stability. Their weakness is slower product update speed and less localization compared to European brands, resulting in relatively limited market influence. Globally, however, TRUMPF, Bystronic, Mazak, AMADA, Han’s, Bodor, etc., collectively hold a significant share of the market (estimated over 35%), indicating intense competition.
- IPG Photonics, nLIGHT, etc.: These are strictly speaking not complete machine brands but laser source suppliers. However, in the Chinese market, IPG (US IPG Photonics), as it masters core fiber laser technology, holds the majority share of the high-power fiber laser market, being the key "power" behind many laser cutters. IPG’s fiber lasers once held over 50% market share in China, especially dominant in the >6kW segment. In recent years, however, domestic lasers have risen rapidly, with companies like Wuhan Raycus and Max Photonics launching ten-thousand-watt fiber lasers. Generally, below 3000W, domestic lasers show no significant performance gap compared to imported ones, while imported lasers still hold advantages at ultra-high power. IPG is also beginning to face domestic competition pressure; its major customers (laser equipment manufacturers) are gradually turning to domestic light sources to control costs. IPG and other source suppliers are adopting strategies like localized production and technical support to maintain their market in China. It can be said that the upstream supply chain of China’s laser cutting industry is moving from import dependence to domestic substitution; for example, Raycus Laser has become China’s largest exporter of fiber lasers.
Industry Development Trends: Looking ahead, China’s metal laser cutting industry will exhibit the following trends:
- Continuous Power Increase, High Power Becoming the New Norm: Over the past decade, the mainstream power of fiber laser cutters has increased from 500W, 1000W to today’s 6000W, 12000W. Ten-thousand-watt equipment has seen rapid growth in the Chinese market, and high power is gradually becoming normalized. Laser power will continue to increase in the future; in 2023, domestic manufacturers have already released lasers above 30,000W for cutting applications. As power increases, laser penetration into the medium-thick plate market will further deepen, and the boundary thickness between laser and plasma/flame cutting will constantly rise. During the development of high power, controlling cutting quality (e.g., preventing slag adhesion on thick plates, ensuring penetration) is a key technical focus, also giving rise to new processes like beam modulation and beam splitting. It is foreseeable that in the near future, 20kW, 30kW laser cutting machines will become the new favorites of large manufacturing enterprises, and high-power laser cutting will play a significant role in broader thick plate processing.
- Speed and Efficiency Enhancement: Besides laser source power, the overall cutting efficiency of machines is also improving. For example, lighter mechanical structures, higher-speed linear motor drives, high-power high-pressure turbo blowers for dust removal, etc., all shorten auxiliary time and increase cutting speed. The new generation of laser cutters emphasizes "high-speed intelligence," with rapid traverse speeds of 120~150 m/min and positioning acceleration of 2G or higher no longer being rare. Software utilizes intelligent path optimization and automatic common cutting to further improve material utilization and efficiency. Future cutters may incorporate multi-beam parallel cutting technology (e.g., one machine outputting dual beams simultaneously) to meet high-volume production needs. As efficiency increases, unit production costs will decrease, making laser cutting more economically attractive.
- Automation and Intelligence: Laser cutting equipment is rapidly evolving towards automation and unmanned operation. From automatic loading/unloading and material storage/transport to intelligent sorting of cut parts, combined with MES systems for automatic production scheduling, intelligent sheet metal processing workshops have appeared in many places in China. In the future, SMEs may also use automated laser processing units through leasing or sharing models to reduce labor costs. Simultaneously, machine intelligent diagnostics, process database optimization, etc., are also developing. For example, some advanced equipment is equipped with monitoring sensors that automatically detect cutting quality (piercing success, slag adhesion) and adjust parameters for closed-loop control. Others use vision systems to automatically identify sheet position for remnant reuse cutting. It is foreseeable that less manual intervention and increasingly intelligent processing decisions are key directions for laser cutting equipment upgrades.
- Industry Application Expansion: As equipment performance improves and costs decrease, laser cutting applications in new fields will continuously expand. For example: in architectural decoration, large laser cutters can directly fabricate stainless steel curtain wall panels, aluminum composite panel patterns, etc.; in the electric vehicle battery field, laser cutting is used for processing precision parts like battery electrodes and structural components; in agricultural machinery and construction machinery, more thick plate parts are laser cut for blanking, improving part accuracy and interchangeability. National industrial upgrading and the intelligence of downstream industries create demand growth points for laser cutting. It is estimated that by 2025, the market size of China’s laser cutting equipment will exceed ¥40 billion RMB (^{1}). As an efficient and environmentally friendly advanced process, laser cutting will undoubtedly play a vital role in manufacturing.
In summary, China’s metal laser cutting industry is in a stage of rapid development and transformation/upgrading: domestic brands dominate the local market and actively expand overseas; international brands hold the high-end but face greater challenges; technologically, trends towards high power, automation, and intelligence are evident, with application scope continuously expanding. It is foreseeable that in future competition, only enterprises that continuously innovate, closely follow user needs, and provide comprehensive services will succeed. For users, mastering the latest technological trends and choosing the appropriate brand and model based on their own needs will help fully unleash the power of laser cutting, this "light of industry," bringing higher production efficiency and competitive advantages to enterprises.
References:
- Chen Xi. 2020 Laser Cutting Machine Selection Guide. Sohu.com 77 78
- How to Choose the Right Fiber Laser Cutting Machine Power?. SC Mechanical Blog 80 26 10 11 3 42
- Summary of Common Faults and Solutions for Laser Cutting Machines. Sohu.com 34 48 40 36
- Laser Cutting Machine VS Plasma Cutting Machine. Laser Manufacturing Network 56 15 59 61
- 2019 Laser Cutting Equipment Market Size and Competitive Landscape Analysis. South China Industry Expo Report 70 76 22
- Development Status and Trends of China’s Laser Cutting Machine Industry in 2025. Zhiyan Consulting 1 71 74
- STYLECNC Laser Cutting Machine Product Page. STYLECNC Official Website 32 (For technical parameter description)
17 2025 China Laser Cutting Machine Industry Market Size, Industry Chain, Competitive Landscape, Representative Enterprise Operation Status and Industry Development Trend Research: As an efficient and environmentally friendly processing tool, laser cutting machines have broad prospects [Chart] Zhiyan Consulting
https://www.chyxx.com/industry/1219209.html
20 19 In Which Industries Are Low-Power Fiber Laser Cutting Machines Most Used?. OFweek Laser Network
https://laser.ofweek.com/2021-03/ART-11000-2400-30491447.html
31 10 11 18 19 21 23 24 25 26 27 28 42 53 80 How to Choose the Right Fiber Laser Cutting Machine Power?. SC Mechanical
https://www.shen-chong.com/zh/how-to-choose-suitable-fiber-laser-cutting-machine-power/
4 5 7 3015 1530 Open Type Fiber Laser Cutting Machine Stainless Steel Aluminum Sheet Cnc Laser Cutter – Buy Lazer Metal Cutting Machine 2000w Fiber Laser Cnc 1530 Fiber Laser Cutting Machine Product on Alibaba.com
https://www.alibaba.com/product-detail/3015-1530-open-type-fiber-laser_1600715892106.html
6 Enclosed Pallet Exchange Fiber Laser Cutting Machine·OPT-15306
https://cn.opticlaser.net/fengbishi-jiaohuantai-guangxian-jiguangqieggji.html
8 Fiber Laser Cutting Machine SP Series for Metal Sheet CNC
https://www.directindustry-china.cn/prod/dxtech-cnc-machine-co-ttd/product-237059-2641347.html
9 High Safety Full Enclosed Exchange Platform Fiber Laser Cutting Machine and Multi Fiber Laser Cutting Machine Price …
https://chinese.alibaba.com/product-detail/ljhfgh-Safety-Full-Enclosed-Exchange-Platform-1601298269644.html
12 Laser Cutting Machine Industry Develops Towards High Power, High Speed, High Precision and High Intelligence
https://cj.sina.cn/articles/view/5952915720/162424908067022w6a7froms=ggmp&vt=4
13 The "Second Curve" on the Laser Cutting Road: Domestic Light Source Breaks Through the 25,000 Barrier
http://www.feixiangm.com/news/438.html
14 Which is More Suitable for Modern Industry Applications: Laser Cutting Machine or Plasma Cutting Machine
http://www.liuhezhineng.com/info/detail?id=24297
15 30 56 57 58 59 60 61 72 73 Laser Cutting Machine VS Plasma Cutting Machine
https://www.laserfair.com/news/201510/16/57740.html
16 Differences and Comparisons of Laser Cutting, Waterjet Cutting, Plasma Cutting, Wire Cutting·Zhihu Column
https://zhuanlan.zhihu.com/p/338648140
22 70 75 76 2019 Laser Cutting Equipment Market Size and Competitive Landscape Analysis! South China International Industry Expo
https://www.scif.com/news/hotspotsdetail/200.html
29 31 34 35 36 40 48 49 50 51 54 Summary of Common Faults and Solutions for Laser Cutting Machines, Easily Tackle Cutting Difficulties! Check_Adjust_Nozzle
https://news.sohu.com/a/906553560_122004016
32 2025 Best Laser Cutting Machine·STYLECNC
https://www.stylecnc.cn/products/laser-cutting-machine.html
33 Daily Maintenance and Care of Laser Cutting Machine—Laser·Shenzhen Oukaisheng Technology Co., Ltd.
http://www.outkaisheng.com/page137article_id=113
37 Key Points for Daily Maintenance of Laser Cutting Machines, Common Work Problems and Solutions
https://www.laserfocusworld.com.cn/DelM.asp?id=4817
38 Product Information
https://www.fscut.com/pro_information/%E6%BF%80%E5%85%89%E5%88%87%E5%89%B2%E6%90C%BA%E5%85%A8%E5%86%87%E7%BBB%B4%E4%BF%A8%E6%B8%B4%E6%84%A4
39 Precautions for Laser Cutting Machine Maintenance—How to Perform Daily Maintenance on Laser Cutting Machines·Xunmeng Laser
https://www.guicklaser.com/industrynews/newsdetail_105.shtml
41 Dry Goods: Correct Maintenance Methods for Cutting Heads·Wanshunxing Laser Head
http://www.wsxlaser.com/news/230-cn.html
43 Automatic Loading/Unloading Device·Penta Laser (Zhejiang) Co., Ltd.
http://www.penta666.com/Product/317023.html
44 Automatic Loading/Unloading Tube Laser Cutting Machine_Brand – Lanwo Laser
http://www.bluewo.net/product-jg/226.html
45 Xunlei Laser Cutting Machine_Fiber Laser Cutting Machine_Laser Cutting Machine_Laser Welding Machine
https://www.quicklaser.com/
46 What to Do if Laser Cutting Machine Cutting Produces Burrs? – Han’s Laser
https://www.hansme.com/news-detail/i-269.html
47 Common Causes and Solutions for Burrs in Laser Cutting
https://www.laserfair.com/yingyong/201708/01/67090.html
52 [PDF] CypCutE Laser Cutting Control Software – User Manual
https://d.fscut.com/wordpress-fscut/2024/01/CypCutE_4000E-V7.1-4xv.pdf
53 Differences and Comparisons of Laser Cutting, Waterjet Cutting, Plasma Cutting, Wire Cutting – Zhihu Column
https://zhuanlan.zhihu.com/p/1888279704995346184
54 Differences and Cost Comparison Between Laser Metal Thick Plate Cutting and Waterjet Cutting – Baidu Zhidao
https://zhidao.baidu.com/question/878475355626258092.html
55 What are the PCB Separation Methods? What is Laser PCB Separation? – Plastic Laser Welding
https://www.laisai.net/hyow/566.html
56 What are the Advantages of Laser Cutting Machines in the Sheet Metal Industry? – eBuyaz
https://m.ebuyaz.com/what-are-the-advantages-of-laser-cutting-machine-in-sheet-metal-industry/
57 What Advantages Do Laser Cutting Machines Have Over Ordinary Shearing Machines? – Hans Super Series
https://www.hansmplaser.com/news/detail-1577.html
58 Factors Affecting Shearing Machine Precision – SC Mechanical
https://www.shen-chong.com/zh/factors-influence-the-plate-shearing-machine-precision/
59 Comparison of Laser Cutting Machine and CNC Shearing Machine
https://zhuanlan.zhihu.com/p/76343674
60 Laser Cutting Equipment Industry In-depth Research and Prospect Forecast Report
https://www.laserfair.com/mobile/fangtan/202304/24/675.html
71 Top 10 Brand Laser Cutting Machine Rankings 2024 – China Report Hall
https://m.chinabgao.com/top/brand/99513.html
74 Laser Cutting Machine Market Size and Industry Supply Chain Analysis Report 2024 Edition – Zhihu
https://zhuanlan.zhihu.com/p/696591299
77 Ultra-High Power Fiber Laser Cutting Machine Selection Guide_Machine Tool
https://www.sohu.com/a/436775521_120128252