Introduction
Laser cutting of metal materials has become a key technology in industrial manufacturing, especially fiber laser cutting, which demonstrates high efficiency and precision in processing materials such as carbon steel, stainless steel, aluminum, copper, and titanium alloys. For enterprise-level procurement decision-makers, when selecting laser cutting equipment (such as fiber laser cutting machines from Light CNC Laser), it is essential to fully understand how factors like equipment power, auxiliary gases, and cutting speed affect cutting capabilities and cost-effectiveness, as well as avoid misunderstandings during usage. This report will provide an in-depth analysis of the following aspects: how to select appropriate laser power based on material type and thickness, the roles and selection of auxiliary gases (oxygen, nitrogen, air), considerations for optimizing cutting speed and acceleration for different materials, and common knowledge gaps and misconceptions among new and experienced users. Through detailed technical arguments and data analysis, we will offer targeted recommendations for Light CNC Laser’s solutions and help decision-makers maximize return on investment from a professional perspective.
This report combines Q&A and thematic analysis, covering selection criteria for laser power from 1kW to 20kW+, the impact of auxiliary gases on cutting quality and cost, performance of various materials under different speed parameters, and comparisons of different solutions through charts and examples. In the concluding section, we will explore the competitive advantages of Light CNC Laser’s solutions using real-world application cases. By reading this report, you will eliminate common knowledge gaps in metal laser cutting and gain a comprehensive technical guide for high-level enterprise decision-making.
Laser Power Selection: Performance and Cost Analysis from 1kW to 20kW+

Diffrent laser power cutting comparison
Laser power is one of the core metrics of a fiber laser cutting machine, directly influencing the types and thicknesses of materials that can be cut, as well as cutting speed. With advancements in laser technology, the power range of industrial fiber lasers has expanded from early 500W and 1kW levels to today’s common 6kW, 12kW, and even 20kW, 30kW, and higher. As a professional metal cutting equipment supplier, Light CNC Laser offers fiber laser cutting machines with power configurations ranging from 2kW to 30kW to meet diverse processing needs. This section will discuss how to select appropriate laser power based on material and thickness, with a focus on efficiency improvements and cost benefits brought by higher power.
Relationship Between Laser Power and Maximum Cuttable Thickness
Laser Power with Speed
Higher laser power enables cutting thicker materials of the same type. However, due to differences in laser absorption characteristics and cutting mechanisms across materials, the maximum thickness achievable varies significantly. The table below summarizes the approximate maximum cutting thickness ranges for carbon steel, stainless steel, aluminum, and copper under typical fiber laser power levels (with suitable auxiliary gases):
| Laser Power | Carbon Steel (Max Thickness) | Stainless Steel (Max Thickness) | Aluminum (Max Thickness) | Copper (Max Thickness) |
|---|---|---|---|---|
| 1000W | 10 mm | 5 mm | 3 mm | 3 mm |
| 3000W | 20 mm | 7 mm | 6 mm | 6 mm |
| 6000W | 25 mm | 18 mm | 16 mm | 12 mm |
| 12000W | 40 mm | 35 mm | 30 mm | 16 mm |
| 20000W | 60 mm | 50 mm | 50 mm | 20 mm |
Table 1: Reference values for maximum cutting thicknesses of carbon steel, stainless steel, aluminum, and copper under different fiber laser power levels
(Actual thickness capabilities depend on specific equipment, beam quality, cutting process parameters, and auxiliary gas type).
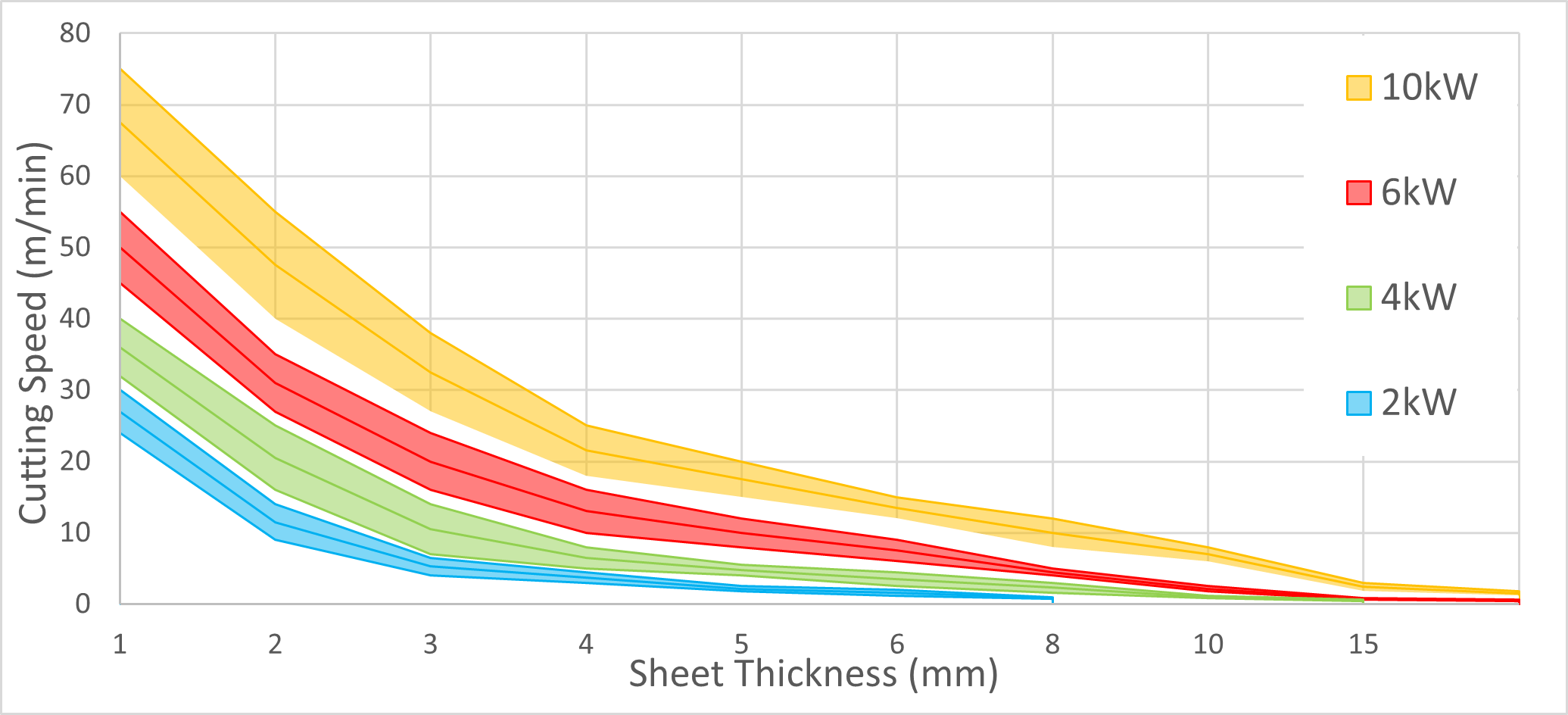
Impact of Power on Cutting Speed
Laser power not only determines "how thick can be cut" but also directly affects the achievable cutting speed for the same material thickness. Higher power delivers more energy to the material per unit time, enabling faster melting and removal. Research shows that for 3–10 mm stainless steel plates, a 10kW fiber laser can cut at speeds over twice those of a 6kW laser. Similarly, for medium-thick carbon steel plates (e.g., 18–20 mm), a 10kW laser achieves approximately double the speed of a 6kW laser for high-quality bright-surface cutting. This means enterprises can significantly boost output efficiency by increasing power.
While doubling power does not always double speed, there is a near-linear improvement within certain ranges. For instance, cutting 8mm stainless steel with a 6kW laser increases speed by nearly 400% compared to a 3kW laser. However, marginal gains diminish as power increases further due to physical bottlenecks like melt ejection and plasma interference. Despite diminishing returns, high-power lasers remain superior for most thickness ranges. For example, a 6kW laser cuts 8mm stainless steel four times faster than a 3kW machine. For high-volume production, this difference is critical.
High-speed cutting also requires matching machine motion performance. If the drive and control systems cannot keep up (e.g., during acceleration), even high laser power cannot fully exploit speed advantages in intricate contour cutting.
Cost-Benefit Considerations for Power
When selecting power, enterprises must balance performance and cost. High-power fiber lasers entail higher initial and operational costs but offer greater productivity. For example, a 10kW fiber laser cutter costs ~40% more than a 6kW model but delivers over twice the output per unit time. Thus, from an ROI perspective, higher-power machines often provide better long-term value for high-volume or thick-plate processing. However, power increases come with trade-offs:
- Equipment Cost: Laser modules are among the most expensive components. While cost-per-watt has decreased, high-power models remain pricier.
- Operational Costs: Higher power consumes more electricity and cooling resources (e.g., a 12kW laser may require a 40kW power supply and industrial chillers).
- Auxiliary Systems: High-power cutting demands high-performance cutting heads (e.g., coated optics, heat-resistant components) and protective measures (e.g., anti-reflective devices). Gas supply systems must also handle higher pressures and flows.
- Maintenance: High-power lasers accelerate wear on optical lenses and nozzles, requiring frequent replacements and skilled operators.
Enterprises should align power selection with their business type and production scale. For thin-sheet or low-volume orders, mid-to-low power (2–4kW) machines may suffice. Conversely, high-power models (6kW, 10kW+) are justified for thick-plate or mass production. Some opt for mixed configurations: a high-power machine for thick plates and high-speed cutting paired with a low-power unit for thin sheets, optimizing cost and capacity.
Material-Specific Power Requirements

Materials
Different materials have distinct power sensitivities and requirements:
- Carbon Steel: Absorbs laser wavelengths well. Thin sheets (<6mm) can be cut rapidly with mid-low power; thicker sheets require higher power with oxygen assist. For carbon steel >20mm, high-power lasers (≥6kW) are recommended.
- Stainless Steel: Requires higher power for thicker plates due to low thermal conductivity and high melting points. For example, 12mm+ stainless steel demands ≥6kW for quality cuts.
- Aluminum: High reflectivity (80%+) challenges laser coupling. Modern fiber lasers with anti-reflective optics and high power density can reliably cut aluminum. For >10mm aluminum, ≥6kW is advised.
- Copper: Extreme reflectivity (95%+) and thermal conductivity make copper difficult. Thin sheets (1–2mm) can be cut with 1kW lasers and high-pressure nitrogen/air, while thicker sheets (5–10mm) require mid-high power. Light CNC Laser machines include anti-reflective designs for safer copper processing.
- Titanium Alloys: Reactive with oxygen, requiring nitrogen/argon for melt cutting. Power needs mirror stainless steel for equivalent thicknesses. Light CNC Laser machines support sealed environments to minimize contamination from titanium combustion byproducts.
Summary: Power selection should consider material type, thickness, and production tempo. Enterprises processing diverse materials (carbon steel, stainless steel, aluminum) often prefer mid-high power (6–8kW) for broad capability. Light CNC Laser’s LT series offers 2–12kW options, allowing users to balance power and flexibility.
Role and Selection of Auxiliary Gases: Comparing Oxygen, Nitrogen, and Air

O2 vs N2 vs Air
Auxiliary gases are critical in fiber laser cutting, aiding melt ejection and influencing cut quality through physical/chemical interactions. Common gases include oxygen (O₂), nitrogen (N₂), compressed air, and argon (Ar) for specialty materials. Proper gas selection optimizes efficiency and cost.
Oxygen-Assisted Cutting (O₂)
Oxygen is pivotal in carbon steel cutting, leveraging exothermic oxidation reactions to enhance cutting capacity. Key points:
- Mechanism: Oxygen reacts with molten metal, generating additional heat (similar to oxy-fuel cutting). This enables thicker cuts with lower laser power.
- Pros: Cost-effective, low gas consumption (moderate pressure: 0.3–0.8 MPa), ideal for thick carbon steel.
- Cons: Oxidized slag on cut edges, slower speeds for thin sheets (<8mm), limited to oxidizable metals (e.g., carbon steel).
- Applications: Carbon steel >6mm, where oxidation is acceptable.
Nitrogen-Assisted Cutting (N₂)
Nitrogen provides inert environments for oxidation-free cuts, crucial for stainless steel and aluminum:
- Mechanism: High-pressure nitrogen ejects molten metal without chemical reactions, preserving material integrity.
- Pros: Superior cut quality (no oxidation), suitable for precision parts.
- Cons: High gas consumption and cost (requires high purity ≥99.9%), limited effectiveness on thick plates.
- Applications: Stainless steel, aluminum, thin carbon steel requiring clean edges.
Compressed Air-Assisted Cutting
Air offers a cost-effective compromise between O₂ and N₂:
- Mechanism: Combines 21% O₂ (minor oxidation) and 78% N₂ (inertness) for versatile use.
- Pros: Low cost, suitable for thin sheets with moderate quality tolerance.
- Cons: Mild oxidation (e.g., yellowing on stainless steel), requires dry, oil-free air supply (1.3–1.5 MPa).
- Applications: Thin carbon steel (<10mm), stainless steel (<6mm), aluminum (<8mm) where post-processing is feasible.
| Gas | Typical Applications | Pressure Range | Pros | Limitations |
|---|---|---|---|---|
| O₂ | Thick carbon steel | 0.3–0.8 MPa | Cost-effective, thick-plate capable | Oxidation slag, limited material scope |
| N₂ | Stainless steel, aluminum, thin CS | 1.0–2.0 MPa | Oxidation-free, high quality | High cost, thick-plate inefficiency |
| Air | Thin multi-material cuts | 0.8–1.5 MPa | Low cost, flexible | Mild oxidation, limited thickness |
Table 2: Comparison of oxygen, nitrogen, and compressed air in laser cutting.
Cutting Speed and Acceleration Optimization: Efficiency Across Material Thicknesses
Speed vs. Material Properties
- Carbon Steel: Oxygen-cutting speed depends on oxidation rates. High-power nitrogen cutting can bypass reaction limits for faster mid-thickness cuts.
- Stainless Steel: Speed scales linearly with power under nitrogen. Thin sheets achieve extreme speeds (e.g., 1mm at 30+ m/min with 4kW).
- Aluminum/Copper: Plasma shielding effects limit speed. Pulse modulation and optimized focus improve results.
- Titanium: Requires balanced speeds to avoid combustion. Slightly faster cutting prevents localized overheating.
Acceleration and Dynamic Performance
High acceleration (1.5–4G) minimizes non-cutting time during complex contours. Light CNC Laser machines achieve 1.5G+ acceleration, crucial for intricate thin-sheet parts. Advanced CNC systems feature corner deceleration and power modulation to prevent burn marks.
Thickness-Specific Strategies
- Thin Sheets (<3mm): Prioritize acceleration, avoid excessive power, use micro-joints for small features.
- Mid-Thickness (3–10mm): Balance speed and quality with optimal focus and gas pressure.
- Thick Plates (>10mm): Optimize piercing techniques (e.g., step piercing), ensure consistent melt ejection.
Common Knowledge Gaps and Misconceptions
Misconception 1: Higher Power Always Means Better Quality
Excessive power can harm thin-sheet quality (e.g., melting edges). Match power to material thickness and prioritize beam quality.
Misconception 2: Gases Are Interchangeable
Using O₂ for stainless steel causes oxidation; N₂ for thick carbon steel is inefficient. Follow material-specific gas guidelines.
Misconception 3: Neglecting Optics Maintenance
Dirty lenses reduce cutting performance. Clean protective lenses regularly with lint-free wipes and high-purity solvents.
Misconception 4: Static Cutting Parameters
Adjust parameters for material variations (e.g., oxidized surfaces, altitude effects). Avoid blindly copying others’ settings.
Misconception 5: Ignoring Maintenance
Regularly service cooling systems, lubricate rails, and replace consumables (nozzles, lenses). Address alarms promptly.
Misconception 6: Lack of Training
Invest in operator training and knowledge retention. Partner with suppliers for ongoing support.
Light CNC Laser Solutions: Case Studies and Competitive Advantages
Case 1: Thick Steel Fabrication – High-Power Reliability
- Client: Heavy machinery manufacturer transitioning from plasma/flame cutting.
- Solution: 12kW laser with O₂/N₂ dual gas, automated piercing, and robust construction.
- Result: 2x faster cutting, eliminated post-machining, ROI within two years.
Case 2: Stainless Steel Products – High-Speed Precision
- Client: Sheet metal fabricator needing burr-free cuts for kitchenware.
- Solution: 4kW laser with nitrogen assist and optimized nesting software.
- Result: Complex contours cut at 30 m/min, enhanced product quality and market share.
Case 3: Diversified Processing – Flexible Mid-Power Solution
- Client: Job shop handling mixed materials and thicknesses.
- Solution: 6kW laser with tri-gas system and preset parameter database.
- Result: Broad capability, reduced setup time, and competitive edge in local markets.
Competitive Advantages
- Diverse Product Range: 2–30kW models tailored to specific needs.
- Expert Support: Comprehensive工艺 databases and training.
- Reliability: Robust designs validated in industrial environments.
- Customization: Upgradeable configurations and non-standard options.
- Cost-Effectiveness: Balanced performance and affordability vs. international brands.
Conclusion
Successful laser cutting hinges on understanding power, gas, speed, and operational best practices. Light CNC Laser’s solutions empower enterprises to eliminate knowledge gaps, optimize investments, and achieve precision and efficiency. Whether processing thick carbon steel, delicate stainless steel, or diverse materials, Light CNC Laser delivers tailored, reliable, and future-proof systems. Partner with us to unlock the full potential of fiber laser cutting.